黄红辉 王凌云
(上海工程技术大学高等职业技术学院 上海 200437)
摘要:为成型广告机控制盒外壳部分,设计了多种抽芯方式组合的模具结构。该结构利用多组不同的滑块完成了抽芯,解决了生产中的难题。
关键词:控制盒注射模 设计
1、引言
考虑该塑料收缩率变化范围较大,不同条件下成型的制件尺寸不同,盒盖类制件不是同时生产的上下盒盖很难准确配合。因此对于配合要求较的塑料制件,比较实用的办法就是在同一副模具中同时成型上下盒盖,使得两部分制件的成型条件完全相同。本文提到的盒子正是如此,两边完全由挂扣结合,配合精度要求高,所以采取在同一副模具中同时成型上下盒盖的设计。但该盒四周都有挂扣,就意味着必须四向抽芯。本设计在一副模具中采取不同的抽芯方式,顺利地解决了生产难题。
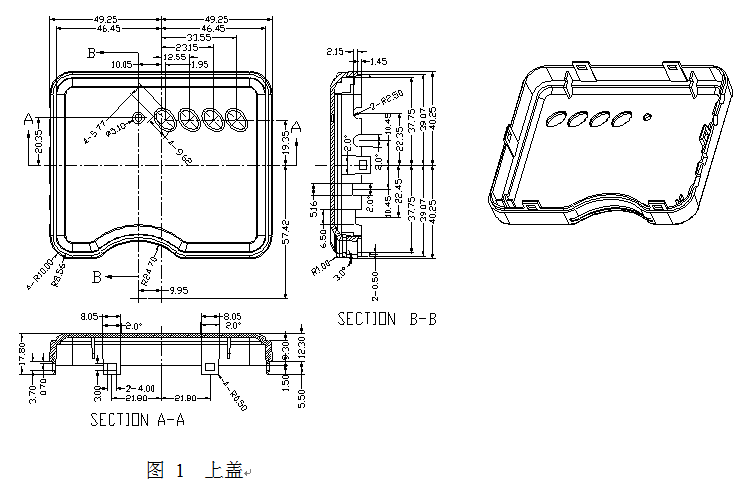
2、塑件工艺性分析
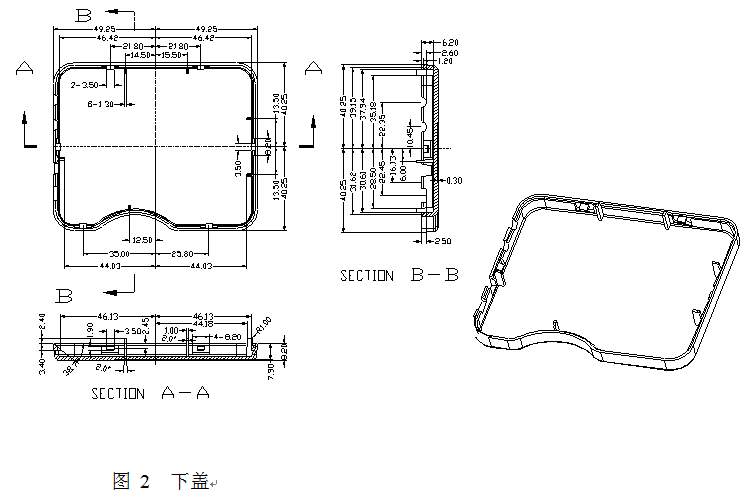
该塑料制件为一种盒子的上半部分,该产品要求与相应的下半部分盒子相对应,是一对组合件。由图可知上盖上表面有5个孔,侧底边四面一共有6个四方扣孔,四面边口是唇口,另有一弧型槽。下盖底部有一个40×25×0.3凹坑。四面的上边处有6个与上盖扣孔相配的倒扣,四边口是与上盖配合的唇口。因此在配合处有尺寸精度要求。其外形尺寸为90.85mm×80.5mm,形状为矩形的型腔,四周侧壁都有通孔, 塑件最大厚度2.59mm,最小厚度0.93mm,整个塑件的平均厚度为2mm。侧面有3度的拔模斜度。
盒子采用ABS塑料成型,ABS是一种具有良好的综合性能的工程塑料,它具有聚苯乙稀的良好成型性、聚丁二烯的韧度、聚丙烯脯的化学稳定性和表面硬度,其抗拉强度可达35~50Mpa。ABS的耐候性是它的另一优点,一般ABS塑件的使用温度范为-40~100℃,这正是该产品最适宜的使用温度范围。ABS塑料具有一定的吸湿性(含水量为0.3%~0.8%),成型时会在制件上产生斑痕、云纹、气泡等缺陷,故在注射成型之前应进行干燥处理。ABS熔体具有中等黏度特性,流动性好。ABS的平均缩水率为0.5%,密度1.05g/㎝3。上盖重约17g,下盖重20g(可利用CAD软件计算出体积)。上下盖由6个挂扣结合。挂扣处厚1.5㎜,采用侧抽芯即可脱模。深度约7㎜,也容易脱模。完全可以采用注射成型。
3、模具设计
(1) 确定型腔的数目
根据实际情况,考虑上下盖配合以及色差等要求,决定采用一模二件,同时注射出上下盖来。
(2)确定分型面
按分型面的选择应便于塑料制品脱模和便于侧抽芯,分型面均选在上下盖的边缘处。
(3)确定浇注系统
考虑制品外观美观,采用潜伏式浇注系统。
(4)选择顶出方式
上盖采用弹簧或斜导柱侧抽芯,下盖则用斜推杆内侧抽芯顶出。
(5)成型零件生成
根据制件大小和型腔布局,为了便于采用标准模架,成型零件设计成为大小160×270㎜的镶块,在辅助设计软件中设计该机上下盖的成型零件部分。型腔直接加工在镶块上,而型芯做成嵌入式。
(6)模架选择
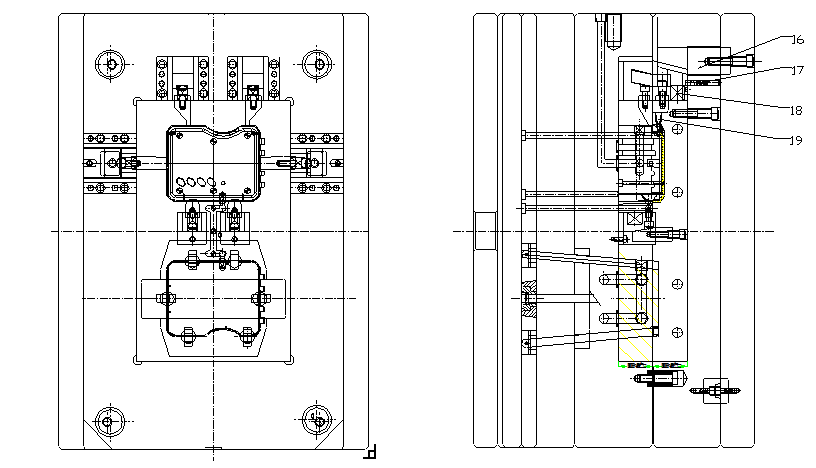
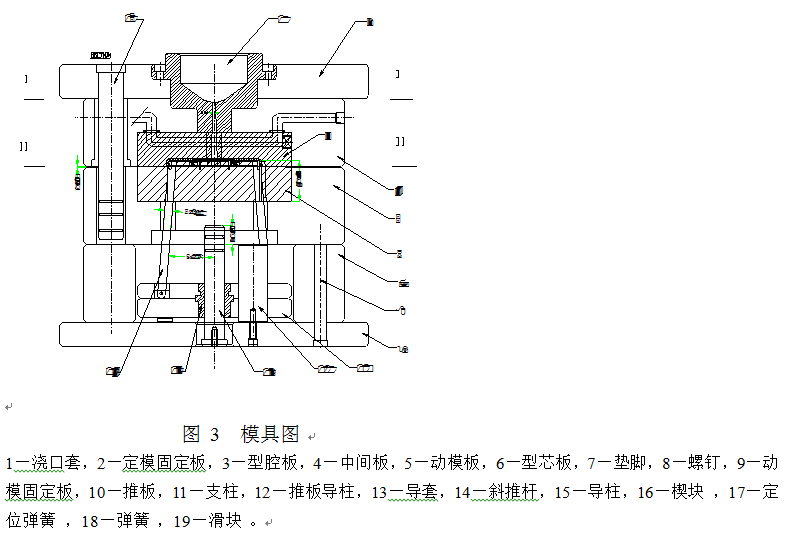
选用标准模架:GCI 2745 A70 B80 C80(450×320×70×80×70㎜)。此为一盒类塑件的模具,采用三板模架构成,图4是该模具图,视图主要表示各零件的位置和装配关系,各视图都假设模板为透明的,并根据需要突出表示某些零件,也就是说设计者可根据表达的需要,把要表达的零件画出,以能够表达清楚为准,不必完全按投影法去做。这样做对于表达复杂的模具可以简单化,另外,也有利于现代设计方法的实现,即直接由三维图投影成二维图后进行修改而成。
(7)冷却系统设计
采用管道式冷却系统,较为简单。管路由通过凸凹模镶块和凸凹模固定板的孔组成,在其结合处采用密封圈密封,确保不漏水。
4、模具工作过程
开模时模具在弹簧的作用下,首先从I-I处分型。上模楔块16松开,成型上盖弧型槽的滑块19在弹簧18的作用下,先行侧抽。然后,在拉杆的作用下模具从II-II处分型,上模与制件分开,同时在弹簧和斜导柱的作用下,上盖的六个挂扣成型滑块侧抽。继续开模时,推板10受到注射机的作用,推动斜推杆14和顶杆将制件顶出。
5、结束语
该注射模经过试模与调整,塑件完全符合厂商要求,上盖与下盖塑件注射成型质量稳定,模具冷却水道设置符合要求,生产过程正常。滑块抽芯和斜推杆抽芯机构动作可靠且灵活,矩形与圆形推杆脱模顺利。
参考文献
[1]中国模具设计大典编委会 中国模具设计大典.江西科学技术出版社,2003,1。
[2]张秀玲 黄红辉 塑料成型工艺与模具设计 中南大学出版社,2006,5。
[3]邹继强 塑料制品及成型模具设计 清华大学出版社 2005,2。
 English Version
English Version